

 收藏
收藏


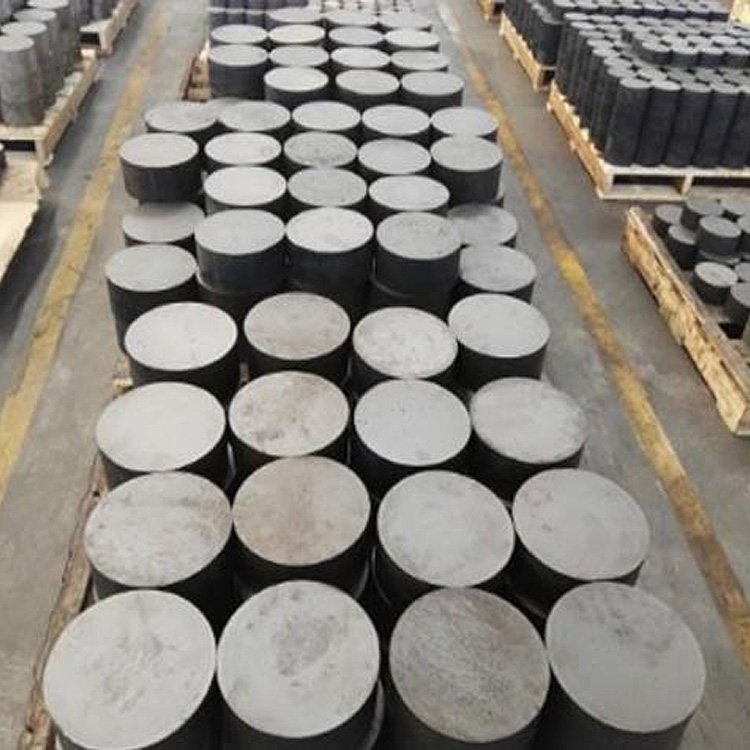
无气孔无沙眼
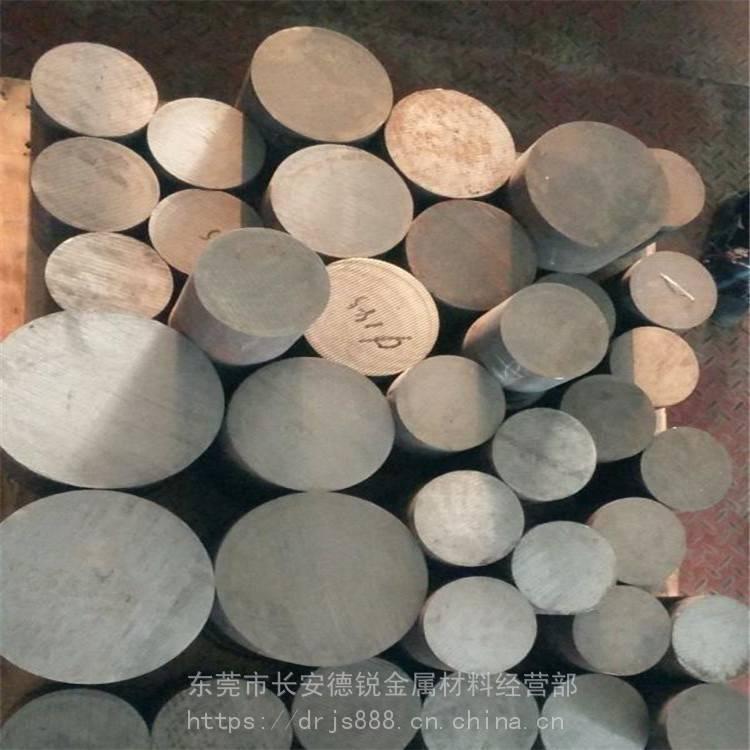
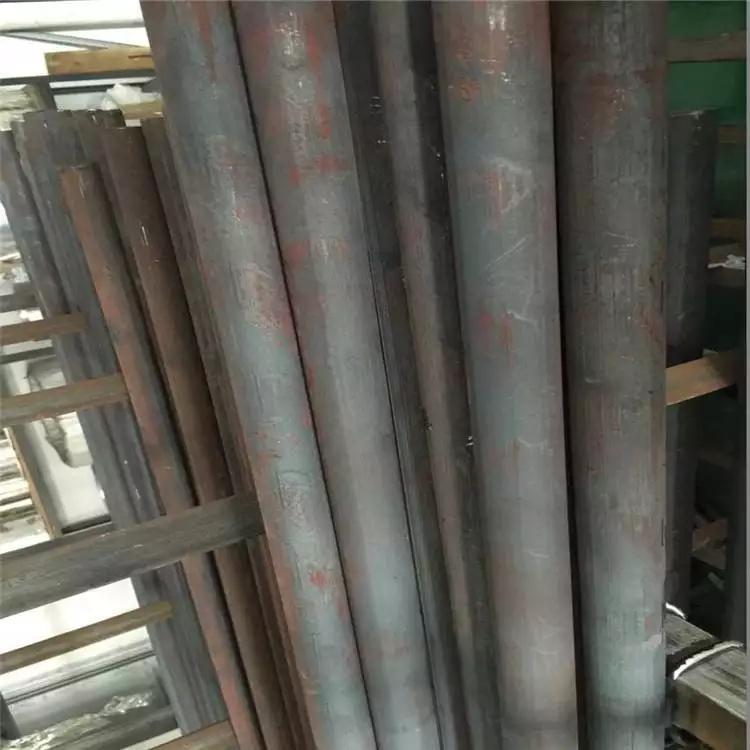
球墨铸铁圆棒现货规格(3米,可开锯):φ20-φ270
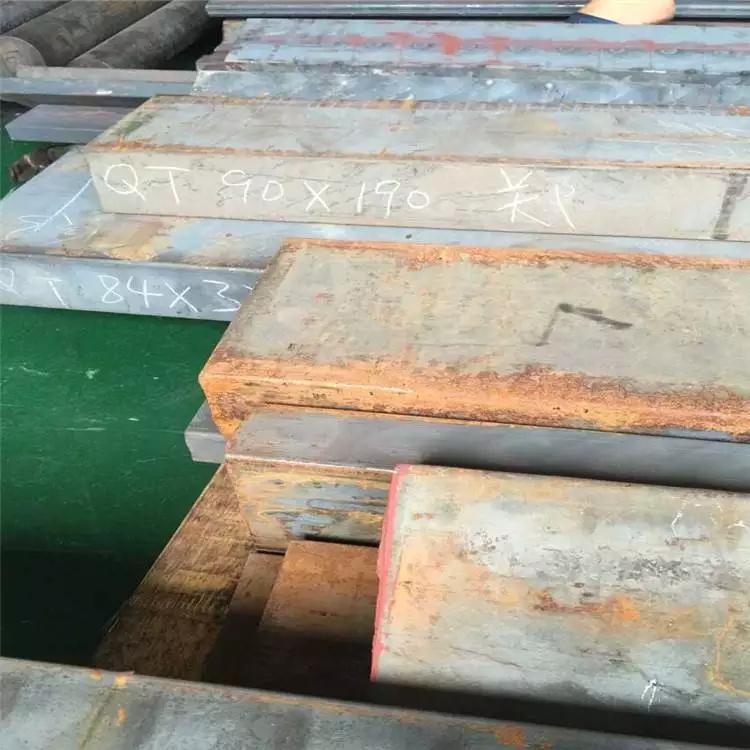
球墨铸铁板材现货规格(3米,可开锯):50*50 51*103 70*70 80*80 100*100 150*150 100*200 105*285
灰口铸铁圆棒现货规格(3米,可开锯):φ25-φ260
灰口铸铁板材现货规格(3米,可开锯):26*204 40*100 50*50 52*88 80*80 100*100 30*148 150*150 70*225 210*210 95*175 50*135 35*135
球墨铸铁管是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率》80%),因而材料本身的机械性能得到了较好的改善,具有铁的本质、钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。
球墨铸铁除铁外的化学成分通常为:含碳量3.0~4.0%,含硅量1.8~3.2%,含锰、磷、硫总量不超过3.0%和适量的稀土、镁等球化元素。
材料名称:球墨铸铁(以下资料仅用于参考)
牌号:QT500-7
标准:GB 1348-2009
●特性及适用范围:
为铁素体型球墨铸铁,强度与韧性中等,被切削性尚好。低温时,韧性向脆性转变,但低温冲击值较高,且有一定抗温度急变性和耐蚀性。用途广泛,用于内燃机的机油泵齿轮,汽轮机中温气缸隔板,水轮机的阀门体,铁路机车车辆轴瓦,机器座架传动轴等。
●化学成份:
碳 C :3.55~3.85
硅 Si:2.34~2.86
锰 Mn lt;0.6
硫 S lt;0.025
磷 P lt;0.08
镁Mg:0.02~0.04
稀土含量RE:0.03~0.05
●力学性能:
抗拉强度 σb (MPa):≥500
条件屈服强度 σ0.2 (MPa):≥320
伸长率 δ (%):≥7
硬度 :170~230HB
●热处理规范及金相组织:
热处理规范:(由供方定,以下为某试样的热处理规范,供参考) 920℃,退火
金相组织:铁素体+珠光体
灰口铸铁
强度、耐磨性、耐热性均较好,减振性良好,铸造性能较优,需进行人工时效处理。
使用范围
可用于要求高强度和一定耐蚀能力的泵壳、容器、塔器、法兰、填料箱本体及压盖、碳化塔、硝化塔等;还可制作机床床身、立柱、气缸、齿轮以及需经表面淬火的零件。
因其受热变形量较小,常使用于高温场合。
规范及组织
热处理规范:(由供方定,以下为某试样的热处理规范,供参考)铸态
金相组织:片状石墨+珠光体
HT250淬火可达HRC60,但是灰口铸铁(HT200、HT250等)一般都是在退火或正火状态下使用,不进行淬火处理.如果是局部需要硬度的话,可进行高、中频淬火既可。
中频淬火:淬硬层3~5毫米,硬度HRC50,工件变形较小。
高频淬火:淬硬层1~2毫米,淬火温度850,表面硬度HRC50以上;淬火温度900~1000度,表面硬度可达HRC60。

铸铁主要由铁、碳和硅组成的合金的总称。在这些合金中,含碳量超过在共晶温度时能保留在奥氏体固溶体中的量。
含碳量在2%以上的铁碳合金。工业用铸铁一般含碳量为2%~4%。碳在铸铁中多以石墨形态存在,有时也以渗碳体形态存在。除碳外,铸铁中还含有1%~3%的硅,以及锰、磷、硫等元素。合金铸铁还含有镍、铬、钼、铝、铜、硼、钒等元素。碳、硅是影响铸铁显微组织和性能的主要元素。
铸铁-热处理工艺:
1.应力退火由于铸件壁厚不均匀,在加热,冷却及相变过程中,会产生效应力和组织应力:
另外大型零件在机加工之后其内部也易残存应力,所有这些内应力都必须 。去应力退火通常的加热温度为500~550℃保温时间为2~8h,然后炉冷(灰口铁)或空冷(球铁)。采用这种工艺可 铸件内应力的90~95%,但铸铁组织不发生变化。若温度超过550℃或保温时间过长,反而会引起石墨化,使铸件强度和硬度降低。
2.铸铁白口的高温石墨化退火:
铸件冷却时,表层及薄截面处,往往产生白口。白口组织硬而脆、加工性能差、易剥落。因此必须采用退火(或正火)的方法 白口组织。退火工艺为:加热到550-950℃保温2~5 h,随后炉冷到500-550℃再出炉空冷。在高温保温期间,游高渗碳体和共晶渗碳体分解为石墨和A,在随后护冷过程中二次渗碳体和共析渗碳体也分解,发生石墨化过程。由于渗碳体的分解,导致硬度下降,从而提高了切削加工性。
3.球铁的正火:
球铁正火的目的是为了获得珠光体基体组织,并细化晶粒,均匀组织,以提高铸件的机械性能。有时正火也是球铁表面淬火在组织上的准备、正火分高温正火和低温正火。高温正火温度一般不超过950~980℃,低温正火一般加热到共折温度区间820~860℃。正火之后一般还需进行四人处理,以 正火时产生的内应力。
4.球铁的淬火及回火:
为了提高球铁的机械性能,一般铸件加热到Afc1以上30~50℃(Afc1代表加热时A形成终了温度),保温后淬入油中,得到马氏体组织。为了适当降低淬火后的残余应力,一般淬火后应进行回火,低温回火组织为回火马氏作加残留贝氏体再加球状石墨。这种组织耐磨性好,用于要求高耐磨性,高强度的零件。中温回火温度为350-500℃回火后组织为回火屈氏体加球状石墨,适用于要求耐磨性好、具有一定效稳定性和弹性的厚件。高温回火温度为500-60D℃,回火后组织为回火索氏作加球状石墨,具有韧性和强度结合良好的为500-60D℃,回火后组织为回火索氏作加球状石墨,具有韧性和强度结合良好的综合性能,因此在生产中广泛应用。
5.球铁的多温淬火:
球铁经等温淬火后可以获得高强度,同时兼有较好的塑性和韧性。多温淬火加热温度的选择主要考虑使原始组织全部A化、不残留F,同时也避免A晶粒长大。加热温度一般采用Afc1以上30~50℃,等温处理温度为0~350℃以保证获得具有综合机械性能的下贝氏体组织。稀土镁铝球铁等温淬火后σb=1200~1400MPa,αk=3~3.6J/cm2,HRC=47~51。但应注意等温淬火后再加一道回火工序。
6.表面淬火:
为了提高某些铸件的表面硬度、耐磨性及疲劳强度,可采用表面淬火。灰铸铁及球铁铸件均可进行表面淬火。一般采用高(中)频感应加热表面淬火和电接触表面淬火。
7.化学热处理:
对于要求表面耐磨或抗氧化、耐腐蚀的铸件,可以采用类似于钢的化学热处理工艺,如气体软氯化、氯化、渗硼、渗硫等处理。