



<

>
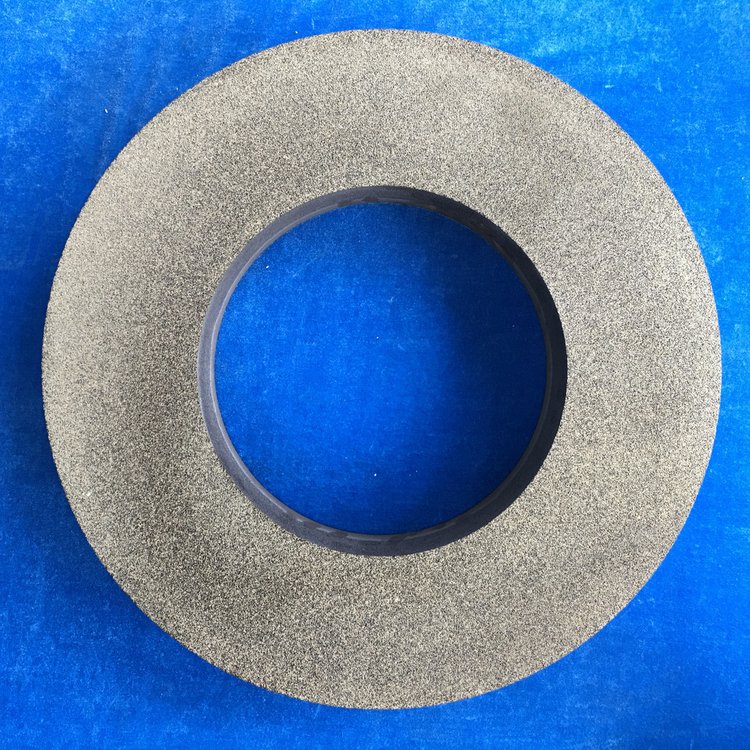
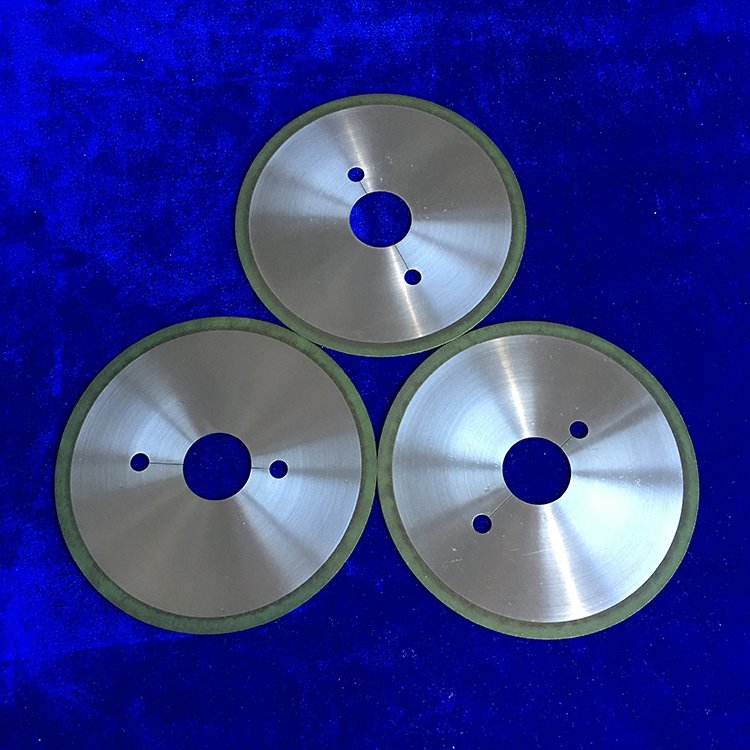
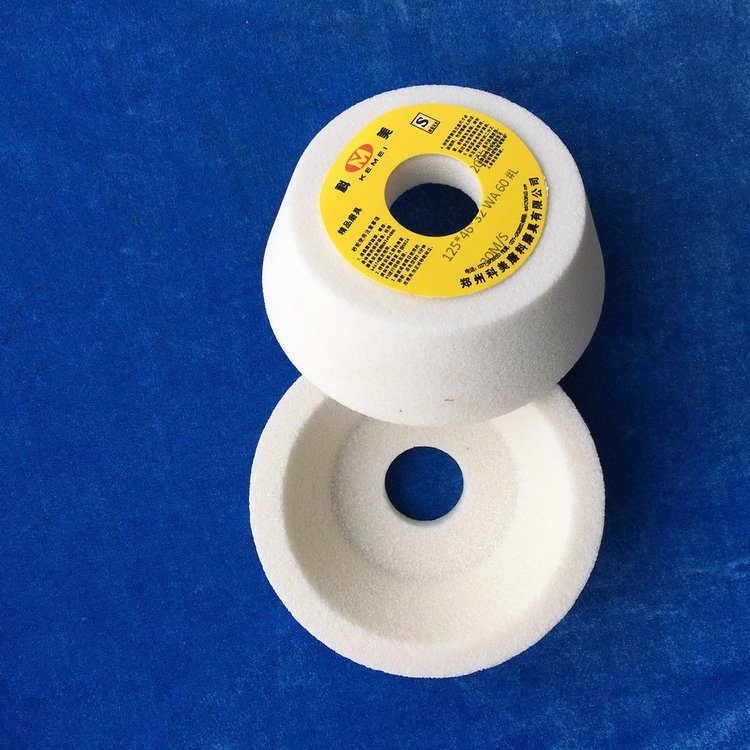
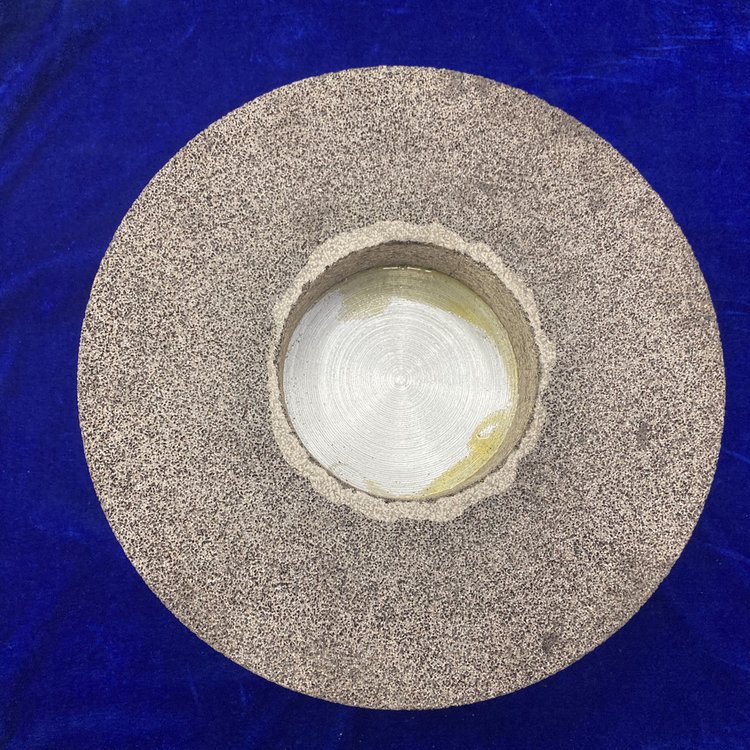
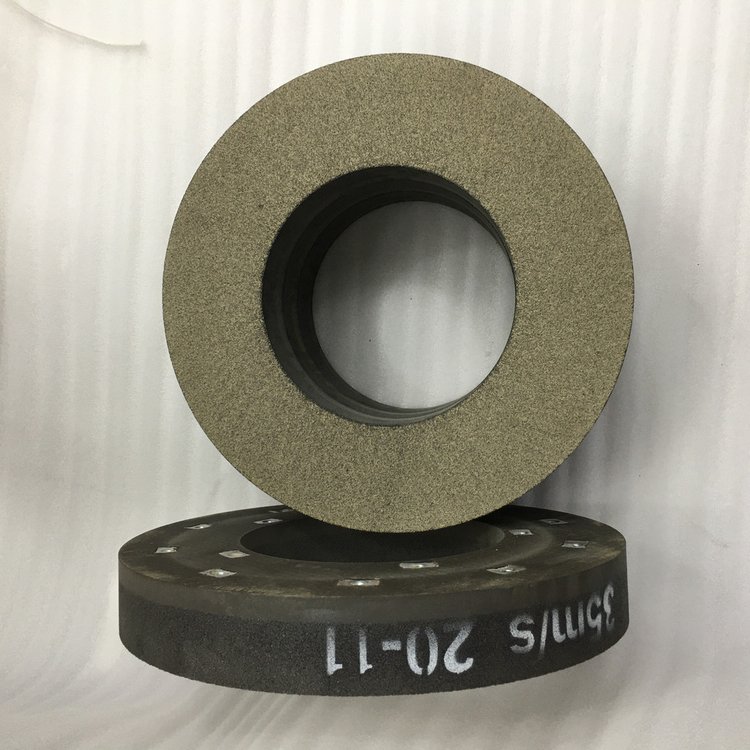
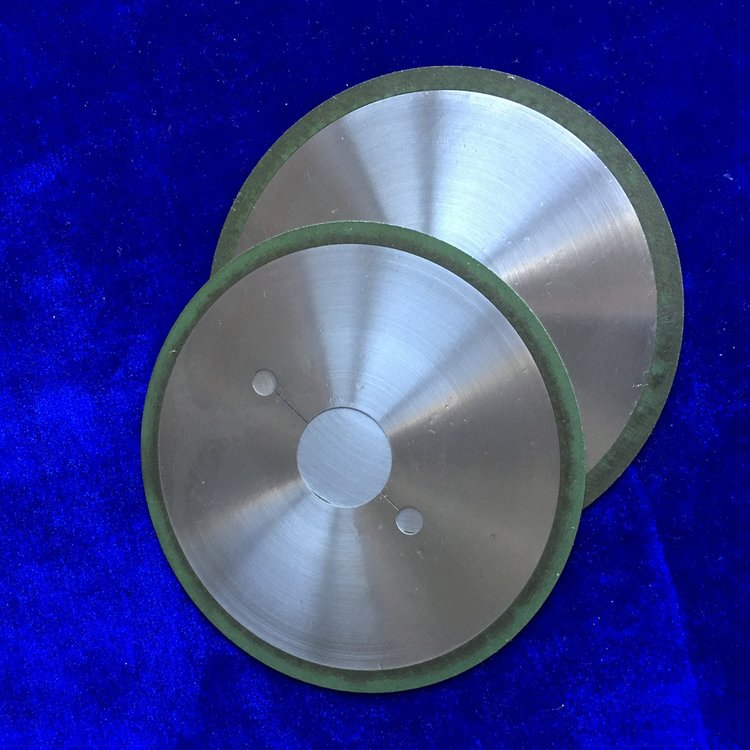
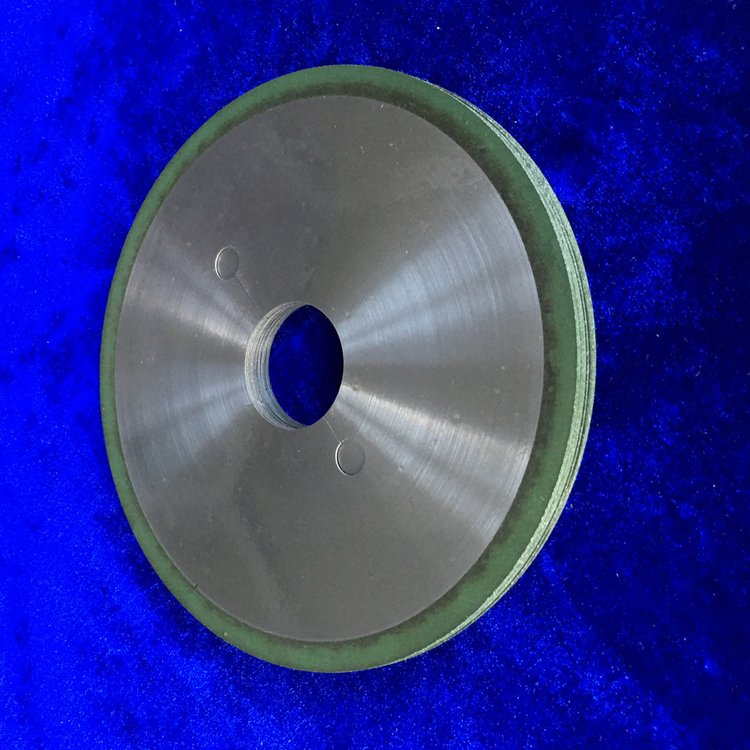
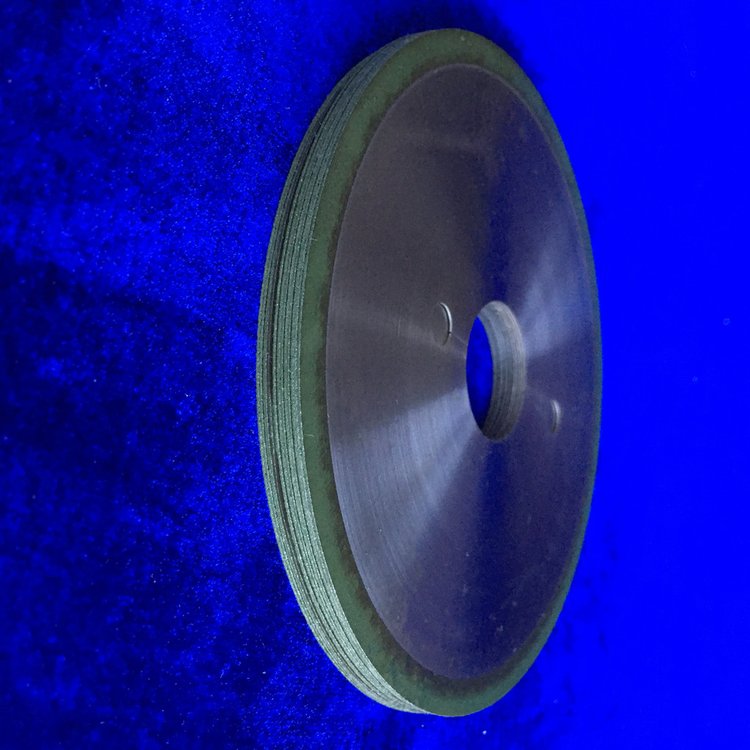
科美 开槽树脂砂轮片 180mm外径 超薄切割片 树脂锯片厂家 非标异形订做
产品类型:
品牌类型:
品牌名:
产地:
我要询盘 查看电话
 收藏
收藏
河南科美磨料磨具有限公司
河南
主营产品:电镀金刚石砂轮科美减薄砂轮加工铸铁刹车片砂轮SDC砂轮
进入店铺
︿






































﹀
详细参数
暂无数据
详情介绍
品牌
科美
数量
1000
形状
平形砂轮
结合剂
树脂砂轮
规格
150/180
产地
河南郑州
认证
ISO9001
可售卖地
全国
材质
金刚石
类型
外圆磨砂轮
型号
150/180
科美 开槽树脂砂轮片 180mm外径 超薄切割片 树脂锯片厂家 非标异形订做13283803553
磨削表面粗糙度的影响因素
根据理论分析和实践研究证明,砂轮工作表面的特性和磨削运动条件是影响磨削表
(1)砂轮特性对磨削表面粗糙度的影响 砂轮的粒度越粗,砂轮单位面积上的磨粒
面粗糙度的主要因素。
数越少,磨削表面上的磨痕就越粗,则粗糙度越大;砂轮硬度过高,则磨粒钝化后不能及时脱落,继续磨削姻性变形增加时表面粗糙度增大;砂轮硬度过低(过软),磨削过程中砂轮工作表面会过早变形,磨损的不均匀也会使磨削表面粗糙度增大;砂轮修整时,修整用量的大小将直接影响着砂轮工作表面的粗糙程度,因此修整用量太大会使砂轮表面的螺纹沟痕复印到被磨削零件上,从而造成粗糙度增大。实际上,在镜面磨削技术中,要达到细小的表面粗糙度,精细修整砂轮是关键。
(2)磨削用量的影响在磨削用量中,若降低砂轮速度,可减少单位时间内参与磨削
的磨粒数,则单颗磨粒负荷增大,工件塑性变形和犁沟两侧的隆起增大,因此表面粗糙度增大;若增大工件速度将减少工件单位长度上磨削的磨粒数,使单颗磨粒的磨削厚度和金属切削量增大,将增大表面粗糙度;增大磨削深度,将增加塑性变形的程度,从而使表面粗糙度增大。增大轴向进给量,将使砂轮表面磨粒与工件表面上某一点的接触次数减少,因而表面粗糙度增大。另外磨削加工系统的刚度是产生磨削振纹的重要因素。
在实际磨削过程中,还有诸如磨削方式、磨削行程数、前道工序表面粗糙度、切削刃形状、修整条件、磨削液以及磨削振动对磨削表面粗糙度都有不同程度的影响。

相关产品推荐
更多产品 >





