








 收藏
收藏


















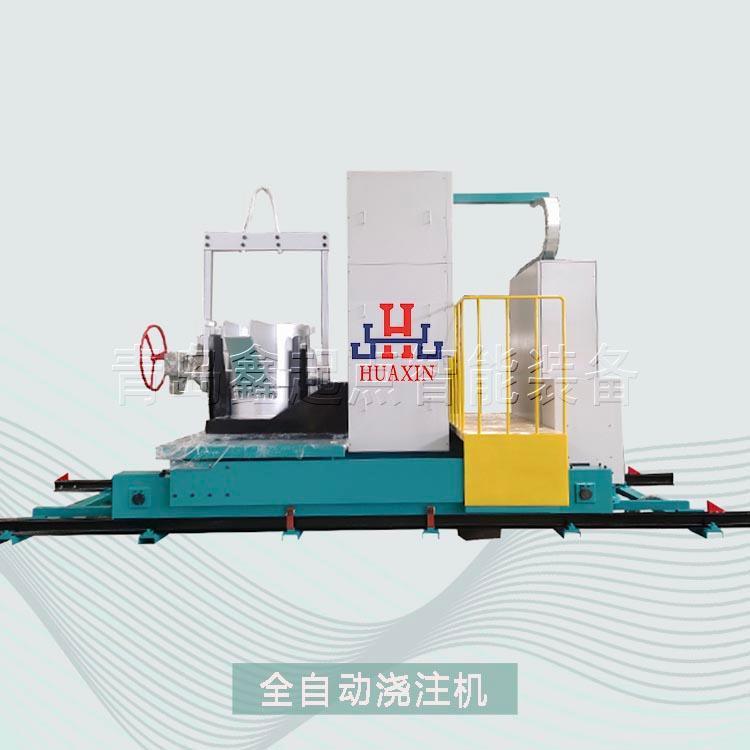




青岛鑫起点 热芯盒壳芯机Z955K砂型铸造设备 自动翻转倒砂的壳芯机
一、设备主要技术参数
模具最大尺寸(含模角):550×400
模具最小厚度:400mm(其中定模厚度为180mm)
定动两模板间最大距离:600mm
合模行程:400mm
合模夹紧力:12000N
砂斗容量200Kg:
最大砂芯重量:20Kg
驱动方式:气动
操作方式:手动/单周
气动系统压力:0.55~0.6Mpa
射砂压力(可调):0.3~0.4Mpa
加热方式:电加热
加热功率:25Kw
总电源:AC380v/50Hz 三相
操作电源:AC220v/50Hz
控制电源:DC24v
使用砂芯:酚醛树脂覆膜砂
机床外形尺寸:2200×2200×2600
重量:2.0T

青岛鑫起点 热芯盒壳芯机Z955K砂型铸造设备 自动翻转倒砂的壳芯机
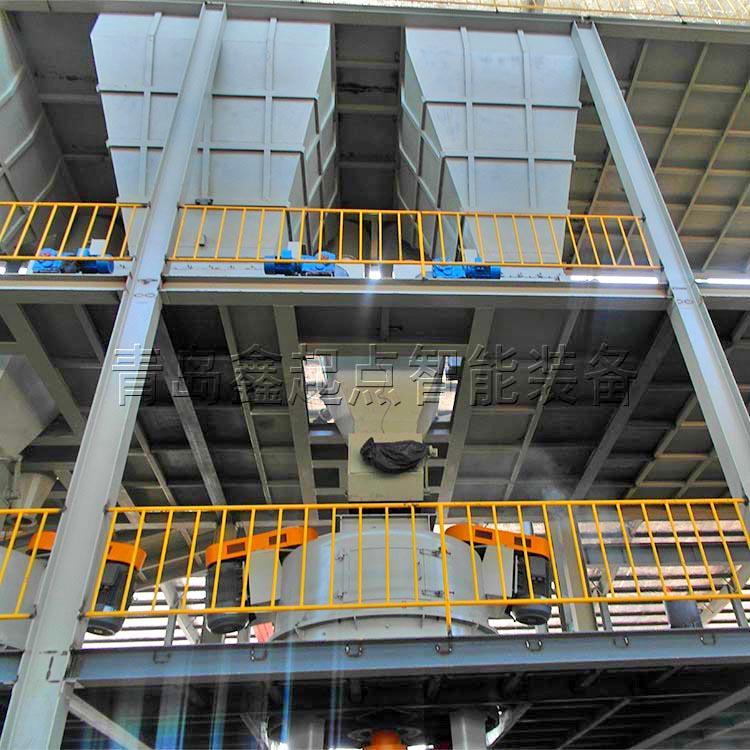
二、 主机概述及各部件工作
主机采用钢结构件,用型钢及钢板焊接而成,具有足够的刚度和强度,确保各部件平稳、安全。
主机根据壳芯制造工艺,分为供砂、射砂、翻转、控制四大系统,含有供砂、射砂、砂筒移动、模架翻转、清理模具等装置,还有气动控制、加热结构、温度监测系统。
本机由PLC可编程序控制器自动控制设备工作的全过程。

1. 砂斗部件位于主机上部,用来储存和提供覆膜砂,覆膜砂由气动输送机送入砂斗内,工作时由砂筒自行打开放闸门,砂子使流入射砂筒内。
2. 射砂装置:当砂筒在原始位置时,闸门打开,砂斗中的砂流入砂筒,砂筒中有限砂管,当砂达到要求时,砂斗中砂不再继续流入砂筒中,不会发生溢砂现象。砂筒由气缸推动,前行到射砂位置,横梁上的压紧缸将压紧头压下砂筒,射头平面与模具上平面紧贴。压头中的橡胶圈紧密封住砂筒上端。储气包中压缩空气迅速涌入砂筒,将芯砂吹入模具型腔。射砂结束后,自动排气,压头退回,砂筒在四根弹簧的作用下,上升到位,退回到原始位置开始补砂。
射头中有挡砂装置,在砂筒移动中不会漏砂。
3. 模架:模架是本机的主要运动部件,它包括侧板、定、动模板、导柱、导套、顶芯杆、合模气缸及翻转缸。
工作时,合模气缸推动动模板,沿导柱左平移达到合模的目的。
制芯砂时射头射砂退回后,翻转缸将正个模架部件向里翻转1800,,振动缸震动,倒尽坭芯中的余砂,延时后自动复位。在翻转与复位过程中,缓冲器较好的缓解了翻转中机架的冲击。
当坭芯固化时间到后,自动开模,同时定模板上的顶芯器将坭芯顶离定模,坭芯随动模移动,当开模到位后,反顶芯杆推动模具上的顶芯板,将坭芯顶出动模,人工托芯取芯。
4. 清理模具:主机具有清砂气枪和脱模剂喷枪。当模架复位后,操作者可用清砂气枪清理型腔的粘砂,检查模具,再酌情喷脱模剂,按“自动启动”按钮,进入再一循环制芯。

三、操作说明
1. 生产实芯
合模→砂筒前进→压紧→射砂→排气→松开→
砂筒后退──────→开模 →取芯(人工)
固化计时(延时)时间到
2. 生产壳芯 (延时)
合模→砂筒前进→压紧→射砂→排气→松开→
(固化计时)
砂筒后退→结壳→翻转→振动→复位→固化→开模→取芯(人工)


zh下透明罩杯,倒掉u







