 收藏
收藏






















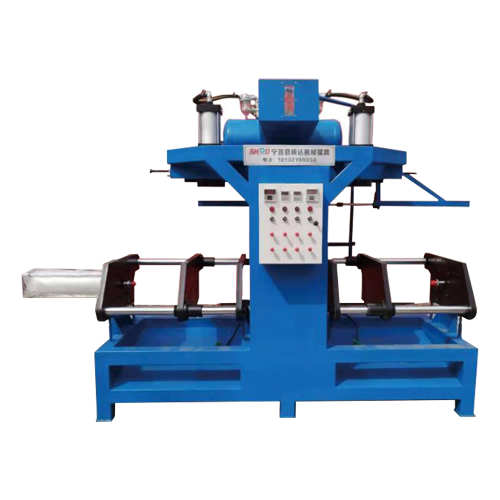
山东青岛鑫起点制芯机双工位热芯盒模具垂直分 覆膜砂双射头射砂机射芯机
Z8616BF热芯盒射芯机是采用覆膜砂射制砂芯设备。可射制各种模板尺寸范围内和最大射砂重量范围内的实心砂芯。本机涉及两个射头采用射砂筒往返直线移动完成加砂和射砂动作。根据用户模具不同两个射头既可以同时动作又可以单个运行动作,可以同时安放两付不同模具,又可以一边安放一付不同模具进行生产,操作方便快捷,生产率高。采用热芯盒腹膜砂保证砂芯质量。本机开合模方式为垂直分型,可设中间定模,左右开合模。动模左右各有一套开合模气缸,可分别安装两付模具,由动模左右合模来完成。开模到位撞上死顶杆,即顶出砂芯。本设备的所有动作由手动换向阀控制。

模板尺寸 (长×宽)680×420mm
最大模具尺寸 660×450
最大砂芯重量 25KG×2
合模行程 400mm
合模夹紧力 29000N
砂斗容量 200KG
驱动方式 气动
操作方式 手动/自动(单周)
气动系统压力 0.55~0.6Mpa
射砂压力(可调) 0.3~0.4 Mpa
加热方式 电加热
加热功率 40KW
总电源 AC380V/50HZ 三相
操作电源 AC220V/50HZ
使用砂芯 酚醛树脂覆膜砂

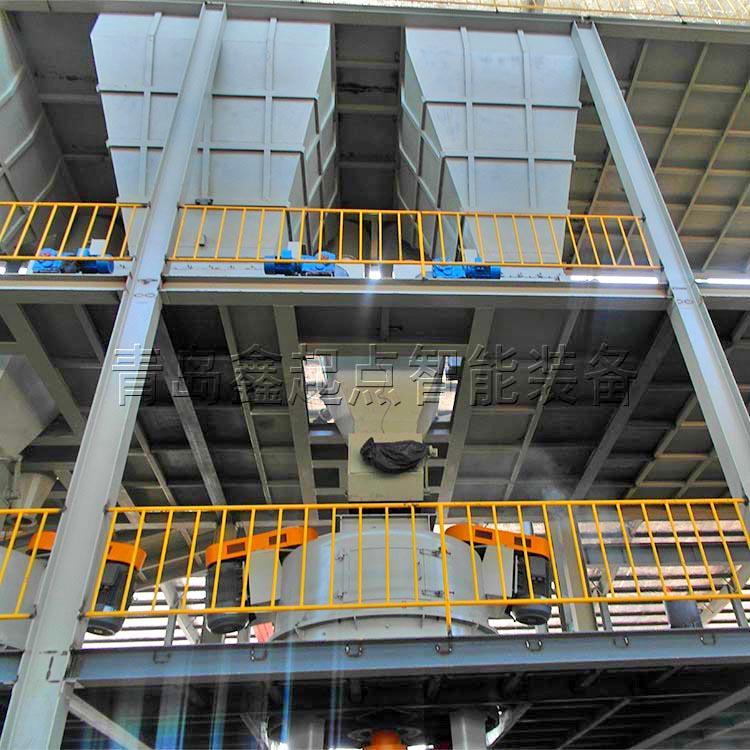
机器的结构和功能
本机由床身、模架、左右滑板、上板、立柱、射筒、压紧装置、气动系统(气源处理件、电磁换向阀、气缸、节流阀等)以及电气控制系统组成。
1、 床身采用钢板和型钢焊接结构,并且经过去处应力处理,是本机的基础构件。
2、 模架是组合装配件,中间设定模架(根据合同定)左右两边为动模板以及两气缸支座、导套、导柱等组成。导柱采用调质镀铬处理,气缸支座上设有顶芯杆,有气缸开模到位顶出砂芯,取芯为手接取芯。
3、 横梁为钢板焊接结构,它的作用是安装储砂斗、压紧装置、射砂进气以及砂筒移动轨道和自动加砂闸门。

4、 立柱为钢板焊接结构,由它来连接床身和横梁,成为一个整体的来连接和主柱作用。
5、 砂筒为钢板钢管焊接结构。由射筒、箱体、喷嘴体、射板等组合而成。它的功能是通过气缸水平往复移动加砂和射砂将芯砂通过压缩空气射入热芯盒中。射砂时压紧缸将射筒压下贴紧模具进砂口来完成射砂。压紧缸松开后由弹簧自动复位。是供砂和射芯的主体结构。
压紧装置是组合装配件。它的作用是用来完成压紧和射砂动作。压头上装有橡胶密封圈。射砂时与射筒紧贴不漏气。顺利完成射砂工作。
6、 气动系统是完成各动作的主要动力。设有气源处理件、减压阀、电磁阀、节流阀、压力表等气源控制元件。
7、 设备的射砂时间、加热时间有仪表显示调节时间,操作灵活方便,动作安全可靠。热芯盒的加热系统配有数字式温控仪,可根据工艺的要求调节和控制加热温度。保证制芯质量的稳定性和成品率。

射芯机工作原理是将以液态或固态热固性树脂为粘结剂的芯砂混合料射入加热后的芯盒内,砂芯在热的芯盒内很快硬化到一定厚度(约5
-10 mm) 将之取出,得到表面光滑、尺寸精确的优质砂芯成品。 热芯盒射芯机与普通射芯比较有以下优点: 1 生产效高:热芯盒射芯机
工作过程是填砂与紧实同时完成的,并立即在热的芯盒中硬化,一个循环周期仅需十几秒至几十秒,便可生产出供浇铸用的砂芯。 2 砂
芯质量好:能射制任何复杂程度的砂芯,而且尺寸精确、表面光洁,从而可以减少铸件加工余量。 3 可以省去很多制芯用辅助设备及
工具、如烘芯炉、烘干器、芯骨、腊线等。 4 减轻劳动强度、操作灵活轻便、容易掌握,采用电加热,温度可自动控制,工作地易保
清洁,为制芯过程的机械化、自动化创造条件。 5 如选配气体发生系统,则本机可满足冷芯盒制芯的要求。

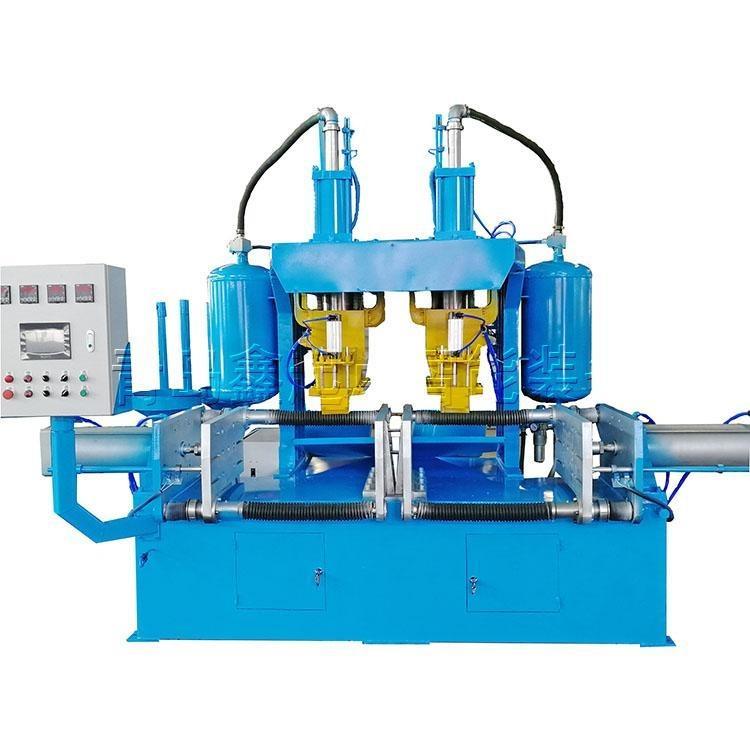
其他类型射芯机
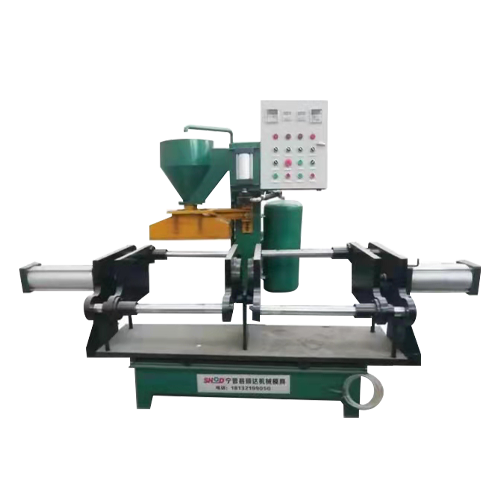
双工位水平分型射芯机热芯盒覆膜砂射芯机

ZH870单工位水平分型射芯机上顶芯带接芯平板 热芯盒电加热也可改冷芯盒三乙胺加热


.jpg)