









 收藏
收藏









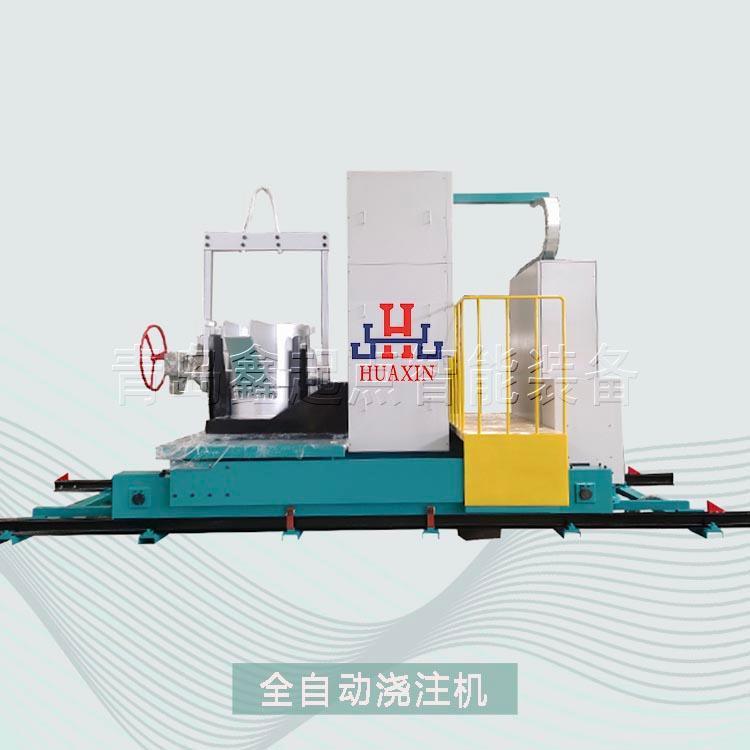













青岛鑫起点Z143微震压实式造型机 自动造型机 铸造造型机
用途
本机优化设计,采用单缸起模、平衡杆机构,起模平稳,使用于批量生产的小型铸造件单面型板单箱造型,可造上箱或下箱,本机采用弹簧微震压实机构,所造砂型紧实而均匀;对提高铸件质量起到一定的保证作用。气动管路简洁,操作简单,灵活,使用保养方便。

二、 主要规格
| 砂箱内尺寸 | 500*400*160 | 正产工作气压 | 0.55MPA |
| 压实力 | 4200Kgf | 有效负荷 | 250Kgf |
| 压实行程 | 125mm | 起模行程 | 160mm |
| 压头至工作台最大距离 | 500mm | 压头至可调范围 | 150mm |
| 生产率 | 40-60箱 | 外形尺寸 | 810*570*1348mm |
三、 结构
本机由机身、起模机构、震击压实机构、转臂压头部分及气动管路系统部件组成。
机身焊接件为一坚固的空心框架结构钢件,上部支承转臂压头部分。压实时,臂勾转住机身使压实力由机身承受,机身与震击机构用螺栓连在一起。
1.起模机构采用单缸起模、由起模架、起模顶杆、顶杆座等组成。起模缸起模时模架带动相连在一起的同步杆,使四根顶杆同时顶起砂箱起模。在缸座两侧设有滚道,起模支架上设有滚轮装置,起模时沿滚道滚动上升,保持平稳。
2.震击压实机构,采用弹簧微震气动压实机构,根据工艺需要可震击,也可压震。震击力、压实力都有所增加。
3.转臂压头部分,压头固定在可以回转的摇臂上,压头有螺旋升降机构可根据砂箱高度调节压头至砂箱间的距离。
4.气动管路系统
输入的压缩空气,经分水滤气器消除压缩空气中的水及杂质,然后经油雾器,注入润滑油,然后供给各气动元件和机构,机器动作由两手动转阀控制。

四、 吊运安装和调整
1.设备在吊运时应吊在环螺栓上或均匀吊在底座四点,吊运时摇臂应固定,在钢丝绳与设备之间应用木片填好。
2.设备安装后台面应水平,水平面不应超过0.1/1000。
青岛鑫起点Z143微震压实式造型机 自动造型机 铸造造型机
五、 操作与使用
1.开机前应将分水滤气器放水阀打开,放出其中水分。
2.油雾器在使用前应注满30号机油,并调节好注油量,调整减压阀至正常工作气压。注意:空车试车时,工作气压应调低,调整气压≤0.5Mpa.
3.各操纵阀手柄处于“0”位置。
4.用户根据实际使用要求配备型板、砂箱、压头板;固定好型板,根据砂箱高度调节好压头高度。

5.根据起模要求调节好起模高度,使四根顶杆能同时顶起砂箱。
6.打开总截门。
7.将压头推到非工作位置,放上砂箱并加满型砂,拉动换向阀手柄至“震实”位置,机器开始预震,转动手柄至“0”位。预震结束。
8.将压头转入工作位置,然后拉动换向阀手柄至“压实”位置,压实缸活塞上升进行压实,如果需要可同时转动另一手拉阀手柄至“震实”位置,进行压震,该手柄置于“0”位,压震结束。
9.转动换向阀手柄至“0”位,工作台下降到底后,将压头转出,根据需要可转动换向阀手柄至“震动器”位置,震动子震动,手柄转至“0”位,震动子停震。拉动换向阀手柄
10.至“起模”位置,起模速度可用单向节流阀调整(在起模过程中也可同时转动换向阀手柄至“震动器”位置进行震击)。起模结束后,拿去铸型,将换向阀手柄置于“0”位置,起模杆下降,完成一个造型循环。
11.工作完成后关闭所有气路并使管道内余气排尽,并做好设备的清洁保养工作。

六、 维护保养及故障排除
1.上班前均应检查油雾器的注油量情况,压缩空气必须经分水过滤器除去是水分。
2.定期检修机器,检查机器易损件情况,及时进行更换。压头升降螺纹及中心轴应每班注机械油润滑。转臂轴承每3~6个月加注2号钙基润滑脂。定期检查震动部分紧固螺钉,发现松动,及时拧紧。
3.如发现震击力不足,应检查压缩空气压力是否合适,如由于震击缸间有砂尘卡阻时,应拆洗震击缸。
4.操作人员必须熟悉机器结构,性能、操作程序后才能进行操作和使用,并应注意安全。


